Полуавтоматический сварочный аппарат
Содержание
Сварочные аппараты этого класса выпускаются в разных модификациях. Специфическое название, «полуавтомат», означает, что отдельные действия придётся выполнять самому. Тем не менее, специальное оснащение позволяет упростить многие операции, поэтому с помощью такого оборудования вполне допустимо создавать качественные сварные соединения без помощников. Разумеется, для этого понадобится изучение соответствующих технологий и приобретение устойчивых практических навыков.

Вид полуавтоматического сварочного аппарата
Принципы работы
Для соединения деталей с помощью этого метода используется разогрев областей будущего контакта. Расплавленные участки объединяются и после снижения температуры образуют прочное цельное сплочение. Ниже перечислены вопросы, на которые обращают внимание разработчики соответствующих технологий:
- Нагрев должен быть достаточно интенсивным, чтобы металл начал плавиться после обработки.
- С другой стороны, необходимо обеспечить только локальное воздействие, чтобы структура соседних участков не была повреждена.
- Также следует учесть активизацию окислительных процессов, возможное проникновение (в область расплавленного металла) примесей из окружающего воздуха. Такие «добавки» способны ухудшить прочность и другие исходные параметры материалов.
Перечисленные задачи успешно решает сварочный аппарат. Нагрев в нём создаётся электрической дугой. Она образуется между электродом и металлической поверхностью при подаче на них напряжения. Так как для мощного постоянного разряда используется сильный ток, сравнительно небольшой по размерам рабочий разрядник быстро сгорает. Чтобы не выполнять часто его замену, используют тонкую проволоку, которая подаётся с нужной скоростью в рабочую область. Для исключения вредного влияния окружающей среды сюда же обеспечивается подача нейтрального газа.
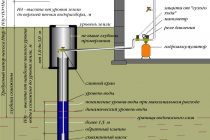
Строение полуавтомата
Части оборудования, их предназначение и важные особенности:
- Источник питания. При создании дуги образуется напряжение несколько десятков вольт до 200 ампер и более того. Потребляемая мощность многих серийных моделей – диапазон от 5 до 6 кВт. Эти цифры приведены для того, чтобы точнее можно было оценить требования к блоку питания.
- Устройства управления предназначены для регулировки скорости подачи проволоки и установки уровня сварочного тока.
- Провод для подключения к соединяемым сваркой деталям оснащается специальным пружинным зажимом.
- Горелка присоединена через гибкий рукав к корпусу. Внутри пропущен трубопровод и шланг. Они предназначены для дозированной подачи в рабочую область проволоки и газа.
- Если конструкция получилась тяжёлой, то для перемещения в днище устанавливают поворачивающиеся колёса.
- Проволока, намотанная на бобину, устанавливается внутри корпуса. Её подача осуществляется толкающим, тянущим, или комбинированным приводом.

Вид полуавтомата со снятой крышкой корпуса
Технические параметры
Прежде чем выяснять, сколько стоит тот или другой сварочный полуавтомат, надо определить круг задач, которые придётся решать на практике. Это поможет подобрать оборудование не слишком дорогое, но вполне подходящее по своим техническим параметрам.
Профессиональной иногда называют технику, которая способна обеспечить ток свыше 300 А. На практике такие значения требуются редко. Многим опытным мастерам, работающим в автомобильных сервисных центрах, вполне достаточно 200-250 А.
Впрочем, если полуавтомат предполагается применять от случая к случаю, для решения личных бытовых задач, то подобные особые требования будут явно лишние. Но в любом случае надо изучить подробнее технические характеристики понравившейся модели техники.
Сеть питания 220 V подходит лучше для бытового применения, не придётся искать специальный источник питания. Но профессионалы отмечают преимущества трёхфазной сети 380 V. Как правило, такая проводка лучше приспособлена к повышенным нагрузкам. Использование трёх фаз позволяет получить разряд с более стабильными параметрами, что позитивно отражается на качестве сварки.

Полуавтомат, который подключается к сети 220 V
Если приобрести универсальный полуавтомат, то он будет способен работать от 220 V, или 380 V при соответствующем подключении. Допустимые отклонения напряжения не превышают 15-20%.
Необходимо проверять рекомендованный номинальный ток сети питания. Его величина может составлять 15-25 А. Проводка должна быть рассчитана на соответствующие нагрузки.
Нужно обращать внимание на продолжительность постоянного включения при максимальном токе. Этот параметр указывают в процентах. Если он равен 60% при 180А, то это значит, что при наибольшей допустимой нагрузке полуавтомат может работать 6 минут, после чего понадобится четырехминутный перерыв для охлаждения оборудования. Аналогичным образом определяются временные отрезки стандартного рабочего цикла (10 мин.) при других значениях параметра.
В описаниях используют следующие обозначения:
- MIG – сокращение от «Metal Inert Gaz» (металл-инертный-газ). Оно определяет, что оборудование предназначено для сварки металлов в среде аргона, или другого инертного газа, их смесей в определённых пропорциях. Расходные материалы в этом случае дороже, но сварной шов получается надёжным даже без дополнительной защиты.
- MAG – это аббревиатура от «Metal Active Gaz» (металл-активный-газ). Для этой технологии используют защиту углекислым газом. По сравнению с первым вариантом, в данной среде качество сварного шва несколько хуже. Рекомендуется последующая зачистка созданного соединения, покрытие его антикоррозийными средствами.

Как выглядит компактный сварочный аппарат
Длина газового рукава, обратного кабеля с зажимом – эти данные проверяют для определения радиуса рабочей зоны (когда аппарат устанавливается стационарно).
Диапазон, шаг изменения рабочего напряжения и сварочного тока, скорость, с которой осуществляется подача проволоки – определяют возможность применения разных режимов сварки, работы с различными металлами, размерами соединяемых деталей.
Максимальный диаметр электродов (вольфрамовых, щелочных и других). С помощью этой информации и специальных таблиц можно установить, какой толщины изделия из определённых металлов и сплавов способен сваривать этот аппарат.
Классы защиты, изоляции имеют значение при выполнении работ в помещениях с повышенной влажностью, в иных неблагоприятных и опасных условиях.
Если приведён коэффициент полезного действия, то можно будет оценить эффективность использования аппаратом энергетических ресурсов. В современных качественных моделях такой параметр достегает 85% и более.
Виды сварочного оборудования
Понятно, что потенциальные возможности этой техники во многом определяются параметрами электрической силовой части. Ранее использовались только схемы с трансформаторным преобразованием тока и напряжения. Они обеспечивали необходимый результат, но отличались крупными габаритами, недостаточно точной регулировкой и поддержанием рабочих параметров.
В наши дни подобные инженерные решения используются всё реже. Более распространены сварочные аппараты с частотными преобразователями.
Типичный инвертор работает по следующей схеме:
- Для питания используют стандартную сеть (220 V, или 380 V (три фазы) 50-60 Гц).
- Переменный ток выпрямляется, а для удаления оставшихся пульсаций применяют фильтрацию.
- Транзисторами, другими электронными приборами, выполняющими функции коммутаторов, ток преобразуется в переменный. Но, по сравнению с исходным значением, частоту увеличивают многократно, до 40 – 55 кГц.
- На следующем этапе напряжение снижают до 20-80 V, что позволяет получить на выходе сварочного аппарата сильный ток (20 – 300 А), достаточный для сварочных процедур.
Инверторный аппарат гораздо удобнее и функциональнее, сем устаревшие аналоги. Он значительно, в несколько раз, легче. Его вполне может перемещать один человек.
Специалисты ценят следующие преимущества техники этого типа:
- Компактный инверторный сварочный аппарат можно переносить с помощью наплечного ремня. Для его размещения требуется минимум места, поэтому становится доступно выполнение самых сложных рабочих процедур в стеснённых условиях.
- Развитие производственных технологий и удешевление электронных компонентов, позволили снизить цены на оборудование этого класса. Качественный инверторный сварочный аппарат стоит недорого. Он вполне доступен даже для частных пользователей.
- Инвертор точно настраивается для работы с определённой толщиной и материалом деталей. В отдельных моделях ток регулируется плавно, в широком диапазоне. Такие возможности при правильном использовании позволяют получить безупречное качество сварного соединения.
- Установленное значение тока инверторный сварочный аппарат поддерживает точно. Не понадобятся дополнительные подстройки со стороны пользователя, что также положительно влияет на характеристики рабочих процессов.
- Современный инверторный полуавтомат хорошо защищён от бросков напряжения в сети. Он приспособлен к работе в сложных условиях, сохраняет неизменность своих технических характеристик в течение длительной эксплуатации.

Охлаждение инвертора должно быть достаточно эффективным
Выбор проволоки
Следует учитывать разные значения для проволоки из стали, титана, меди, других металлов и сплавов. В наше время выпускается более 70 разных модификаций изделий, предназначенных для всевозможных видов сварки. Их классифицируют по следующим основным группам:
- Проволока для сварки типа MIG (MAG), которая обладает сплошной структурой и предназначена для выполнения рабочих операций в защитной газовой среде.
- Полые изделия, с наполнителями. При использовании они создают локальную защиту в области нагрева.
- Проволоки для сварки с применением аргонодуговых технологий. В их составе есть специальные присадки
- Изделия, которые предназначены для формирования сварных соединений с применением флюса.
Отдельные виды проволок создают для сварки низколегированных, высокопрочных, нержавеющих и углеродистых сталей, медных, чугунных, никелевых и алюминиевых изделий. В стандартном обозначении первая группа цифр означает процентное содержание углерода («09» – это 0,08%). Чем параметр меньше, тем выше пластичность проволоки.

Проволока для сварочных аппаратов в готовом для установки виде, на специальных бобинах
Параметры техники и производительности, которые необходимо использовать на практике для расчётов и настройки
| Диаметр проволоки, мм | Толщина металлических деталей, в мм | Напряжение между электродом и участком сварки, В | Сварочный ток (диапазон в А) | Скорость подачи защитного газа, л за мин | Скорость создания сварного шва, м за час непрерывной работы |
|---|---|---|---|---|---|
| 0,6 | 0,5-1,5 | 16-20 | 40-100 | 6-7 | 25-35 |
| 0,8 | 0,8-2,5 | 17-25 | 50-180 | 7-12 | 22-32 |
| 1 | 1,0-4,0 | 18-28 | 60-250 | 8-16 | 20-30 |
| 1,2 | 1,5-8,0 | 18-32 | 70-350 | 9-20 | 18-28 |
| 1,6 | 2,0-20 | 20-36 | 100-500 | 10-22 | 16-25 |
Настройка сварочного аппарата при использовании проволоки с определённым диаметром
| Диаметр проволоки, мм | Напряжение между электродом и участком сварки, В | Сварочный ток (диапазон в А) | Расстояние в мм от области сварки до сопла горелки | Вылет электрода в мм |
|---|---|---|---|---|
| 0,6 | 16-20 | 40-100 | От 5 до 15 | От 6 до 10 |
| 0,8 | 17-25 | 50-180 | От 5 до 15 | От 8 до 12 |
| 1 | 18-28 | 60-250 | От 8 до 18 | От 8 до 14 |
| 1,2 | 18-32 | 70-350 | От 8 до 16 | От 10 до 15 |
| 1,6 | 20-36 | 100-500 | От 15 до 25 | От 14 до 25 |
Стандартно сварочный аппарат такого типа комплектуется для работы со стальными проволоками, приведённых выше типоразмеров. Но если предполагается сварка алюминиевых изделий в аргоновой среде, то используют особые механизмы подачи, рассчитанные на относительно большой диаметр проволоки и невысокую прочность.
Проволока порошкового типа содержит специальные присадки. При образовании электрической дуги и высокой температуры они испаряются, создают защитную среду в рабочей зоне сварки. Это решение позволяет не пользоваться инертным газом. С его помощью можно отказаться от тяжёлых баллонов, устранить заботы и затраты, сопряжённые с применением этих ёмкостей. Их необходимо перевозить и хранить в особых условиях, соблюдать дополнительные меры безопасности при работе. Понадобится потратить время и деньги на процедуру переаттестации.

Виды проволок с наполнителями
Сварка с помощью полуавтомата
Эта технология существенно отличается при работе с разными металлами, формой и толщиной деталей. Далее приведён алгоритм основных действий и особенности, которые опытные мастера учитывают в процессе сварки алюминиевых изделий.

Как выглядит сварка полуавтоматом
Этот металл отличается низкой плотностью, небольшой прочностью, высокой электро-, и теплопроводностью. Он плавится при + 660 °С, а плёнка окислов, которая очень быстро образуется на поверхности – при температуре выше + 2000 °С. Приведённые данные определяют основные условия для качественной сварки:
- При высоких показателях теплопроводности необходимо использовать большой ток и малое расстояние от электрода до соединяемых изделий. Это способен обеспечить сварочный инверторный полуавтомат.
- Такой аппарат пригодится для точной установки оптимальной силы тока, ведь алюминиевые детали можно быстро прожечь.
- Даже опытный специалист не сможет сделать так, чтобы на сварном шве не образовался кратер. Для устранения таких дефектов также хорошо подходит полуавтомат.
Сварку алюминиевых деталей выполняют следующим образом:
- Обеспечивают отсутствие в атмосфере помещения загрязнений, поддерживают температуру воздуха в диапазоне от + 18°С до + 22°С при влажности не более 65-70%.
- Удаляют механически и с помощью специальных химических препаратов окислы, жиры и другие загрязнения с поверхностей.
- Защитную среду создают газом – аргоном. Выбирают проволоку и устанавливают режимы, которые соответствуют параметрам соединяемых элементов.
- При выполнении работ используют маску, рукавицы, иные средства индивидуальной защиты.
Видео. Тест полуавтоматов
Современные полуавтоматы настраивать проще. В них есть блоки управления со встроенными разными режимами работы. После ввода исходных данных, будет задана оптимальная сила тока, иные параметры. Тем не менее, многое зависит от мастерства исполнителя. Именно поэтому для получения качественного и надёжного соединения сваркой нужен не только наиболее совершённый аппарат, но и тренировки, которые помогут накопить необходимый практический опыт.
 0
2047
0
2047
 0
2135
0
2135
 0
2154
0
2154
 0
3180
0
3180
 0
2126
0
2126
 0
2771
0
2771
 0
495
0
495
 0
415
0
415















