Ультразвуковая сварка металла
Содержание
- 1 Сварка пластмасс
- 2 Оборудование для ультразвуковой сварки пластмасс
- 3 Суть получения швов ультразвуком
- 4 Инструментарий
- 5 Плазменная резка
- 6 Технология ультразвуковой сварки металлов
- 7 Самостоятельное изготовление простой модели
- 8 Методы ультразвуковой дефектоскопии
- 9 Ультразвуковая сварка полистирола
- 10 Ультразвуковая резка материалов
- 11 Все дело в оборудовании
- 12 Как происходит ультразвуковая сварка пластмасс?
- 13 Для чего нужна ультразвуковая сварка?
- 14 Ультразвуковая пайка
Сварка пластмасс
Оборудование для ультразвуковой сварки пластмасс
В настоящее время действуют два отраслевых стандарта – ОСТ 16
0.539.080-79 и ОСТ 0.800.875-81. Первый документ устанавливает единые требования к разработке, изготовлению, испытанию и приемке машин для УЗС, а
второй устанавливает рациональную номенклатуру машин (их основные параметры и размеры).
На основе тщательного анализа структуры технологического оборудования разработана унифицированная терминология для основных узлов сварочных машин, к которым относятся:
сварочн ый узел (акустическая система), включающий в себя преобразователь энергии, трансформатор упругих колебаний, волновод;
- механизм давления, обеспечивающий сжатие свариваемого материала между волноводом и опорой;
- вспомогательные устройства, обеспечивающие транспортирование
материала; - станина, предназначенная для размещения названных выше элементов и
узлов; - блок управления, служащий для контроля и управления процессом
сварки.
Современные ультразвуковые сварочные машины можно классифицировать по следующим признакам:
- по видам свариваемых соединений – на машины для точечной, многоточечной, контурно-рельефной, шовной и шовно-шаговой сварки. Первые
три типа машин позволяют осуществлять прессовую контактную или передаточную сварку; последние два типа машин служат для получения непрерывных
протяженных прямолинейных или криволинейных швов; - по степени автоматизации – на автоматы, полуавтоматы и машины
с ручным управлением основными и вспомогательными операциями; - по назначению – универсальные машины общего назначения, позволяющие производить сварку изделий широкой номенклатуры, и специализированные машины;
- по характеру установки машины – на стационарные и переносные;
стационарными являются, как правило, машины для прессовой и шовной УЗС;
к переносным машинам относятся, например, ручные пистолеты небольшой
мощности;
- по характеру взаимного перемещения свариваемого материала и
волновода – на машины с подвижным и неподвижным акустическим узлом; - по способу создания статического давления – на машины, в которых давление осуществляется через волновод и через опору;
- по количеству рабочих позиций – на одно-, двух- и многопозиционные; однопозиционные машины имеют одну рабочую позицию, на которой
может осуществляться односторонняя или двусторонняя сварка; в многопозиционных машинах сварка изделий может производиться одновременно или поочередно с помощью нескольких акустических головок от одного или нескольких сварочных генераторов.
Промышленностью выпускается большое количество моделей машин для
ультразвуковой сварки, предназначенных для выполнения различных типов
сварных соединений деталей различной сложности и из различных материалов.
Суть получения швов ультразвуком
Процесс сварки ультразвуком для пластиков и металлов имеет общие физические основы, но существенно различается по параметрам.
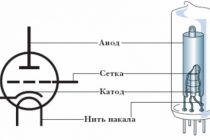
Для ультразвуковой сварки металлов требуется нагрев до высоких температур и приложение больших усилий сжатия. Для пластиков можно обойтись намного меньшими значениями этих параметров. Схема установки ультразвуковой сварки пластика также существенно проще.
Последовательность действий следующая
- Подключают генератор ультразвука.
- Ультразвук, проходя через конвертер, преобразуется в продольные механические колебания волновода.
- Волновод подсоединяется перпендикулярно плоскости шва и передает заготовкам колебательную энергию.
- Механическая энергия преобразуется в волновую, что обуславливает интенсивный нагрев области соприкосновения волновода и заготовки.
- В нагретом поверхностном слое возрастает текучесть.
- Динамическое усилие, прикладываемое со стороны излучателя, способствует нагреву зоны крнтакта.
- Статическое усилие, приложенное в том же направлении — перпендикулярно поверхности контакта, понуждает к образованию прочные связи.
Сварной шов после ультразвуковой сварки
При этом разница в температурах плавления может быть многократной.
Инструментарий
Перечисление способов заточки ножей своими руками лучше вести от простого к сложному.
Для ножей с большим содержанием углерода невысокой твёрдости подойдут очень простые методы, что важно для человека, экономящего своё время и оказавшегося в экстремальной ситуации или в условиях дефицита точильных инструментов.
В походе, на охоте или в ходе боевых действий удобно заточить лезвие о первый попавшийся камень (якутские ножи, клинки от «Mora» и т.д.), национальные ножи типа пчаков традиционно правят о дно фарфоровой чашки.
Чуть сложнее будет поправить нож различными специальными инструментами. В роли точилки для заточки ножей своими руками может выступить шлифовальный круг или брусок, дощечка с наклеенной наждачной бумагой, муссат, брусок с алмазным напылением, водяные камни.
Средним по сложности вариантом будет изготовить приспособление для заточки ножей своими руками из вышеперечисленных компонентов.
Выглядеть оно может по-разному, но общих принципов несколько: нож закрепляют (на магнитах, в струбцине, тисках, болтами); ползунок с закреплённым на нём шлифовальным материалом (наждачка, шлифовальный брусок, керамика, кожа с нанесённой пастой ГОИ); направляющая, по которой ходит заточной ползунок; стойка, на которой закреплена под нужным углом заточки направляющая.
Бывают варианты, когда неподвижной частью как раз получается брус с заточным элементом, а нож ходит свободно, затачиваясь поступательными движениями.
Самым сложным вариантом придания остроты лезвию будет изготовить станок для заточки ножей своими руками. Двигатель (как правило электрический) приводит в движение заточной круг (шлифовальная чаша, ременная передача шлифовальной ленты) и подводится к тискам, где закреплён под нужным углом нож, или нож подаётся к кругу, расположенному в необходимом положении.
По такому же принципу происходит заточка строгальных ножей своими руками. Но ввиду сложности процесса многие приходят к мнению, что строгальный нож легче купить новый одноразовый, так как это быстрее, недорого и нет необходимости делать специальный станок (опять же придать нужный угол режущей кромке нужен большой опыт и есть опасность испортить нож).
Плазменная резка
Технология плазменной резки предусматривает использование специальной воздушно-плазменной дуги. Такая дуга характеризуется постоянным электрическим напряжением прямого действия, в результате действия которого, металл (или же другой материал) сначала расплавляется, а затем просто выдувается из полости реза.
По сути, это термическая резка металлов и сплавов, ведь процесс обработки основан на воздействии высоких температур. В отличие от лазерного оборудования, плазменная резка весьма эффективна по отношению к листовым материалам, толщина которых достигает 80 мм. Стоит отметить, что на услуги плазменной резки металла, цена будет чуть ниже, чем на лазерную обработку.
Однако в этом есть и свои «подводные камни»: высокая цена лазерной резки оправдана действительно высокой производительностью и эффективностью работы. Для чего бы Вам ни понадобились услуги плазменной резки металла, цена не должна быть определяющим критерием. Не нужно отдавать ей предпочтение только по причине того, что она стоит дешевле лазерной резки.

Технология ультразвуковой сварки металлов
Технологический процесс сварки металлов ультразвуком представляет собой ряд
последовательно выполняемых операций, главными из которых можно выделить: подготовка
соединяемых деталей, их сборка, прихватка, сварка и правка. В каждом отдельном
случае объём работ по каждой из операций может существенно различаться.
Подготовка свариваемых поверхностей
Результаты, полученные на практике, показывают, что влияние оксидных плёнок
на сварных кромках почти не влияет на прочность сварного соединения при ультразвуковой
сварке. Поэтому, можно получить качественное
сварное соединение при УЗС даже без предварительной обработки свариваемых
участков.
Но, результаты некоторых отдельных исследований говорят о том, что целесообразнее
будет удалять оксидные плёнки с соединяемых поверхностей, т.к. они могут снизить
качество сварного соединения, а в ряде случаев и вовсе технологический эффект
не может быть достигнут. Для подготовки поверхностей под УЗС хорошо подходит
обезжиривающая обработка.
Выбор режимов сварки
Главными показателями режима ультразвуковой сварки являются частота и амплитуда
колебаний сварочного наконечника, величина усилия и продолжительность процесса.
Амплитуда является важнейшим параметром, от него зависит эффективность удаления
оксидных плёнок, нагрев, а также зоны пластической деформации. Амплитуду назначают
исходя из предела текучести и твёрдости свариваемых материалов, толщины свариваемых
элементов и от того, очищались ли сварные кромки от оксидных плёнок, или нет.
Чем выше твёрдость, предел текучести и толщина свариваемых материалов, тем выше
должна быть амплитуда колебаний. В большинстве случаев, она находится в диапазоне
0,5-50мкм.
Величина сварочного усилия определяет эффективность передачи ультразвуковых
волн и способствует возникновению пластической деформации в зоне сварки. Чем
выше твёрдость, предел текучести и толщина свариваемых элементов, тем выше должно
быть сварочное усилие. При этом усилие напрямую связано с величиной амплитуды
колебаний и при увеличении амплитуды, усилие необходимо снижать. При соединении
элементов приборов и микросхем усилие составляет от десятых долей до нескольких
ньютонов, а при сваривании относительно толстых листов усилие может составлять
до 10 000Н. Величина усилия в процессе сварки может оставаться постоянной или
же изменяться по определённой программе.
Продолжительность процесса зависит от амплитуды колебаний, усилия сварки, толщины
свариваемого металла и его физических свойств. Зависимость времени от амплитуды
и свойств такая же, как и зависимость усилия сварки.
Самостоятельное изготовление простой модели
Принцип действия устройства по проекту Лански сводится к тому, что обработка надежно зафиксированного лезвия производится под строго определенным углом с помощью сменных насадок точильного камня, обладающих разной зернистостью, в результате чего удается получить очень острую кромку режущего элемента. Готовое устройство стоит около 1500 тысяч российских рублей, но простота его изготовления и минимальный набор необходимых деталей вдохновляет народных умельцев на создание более бюджетных самодельных аналогов из имеющихся в наличие подручных средств.
Пошаговый мастер-класс
К выбору необходимых материалов стоит приступать после подготовки необходимых для изготовления самодельной точилки для ножей размеров и чертежей. Для максимального облегчения поставленной задачи рекомендуется использовать готовые проекты, которые можно найти практически на любом сетевом ресурсе. В качестве примера можно привести сборочный чертеж, по которому можно самостоятельно изготовить точильный станок типа Лански.
Для того чтобы собрать такую конструкцию, мастеру придется подготовить следующие материалы:
- Металлический прут, который можно использовать для изготовления шпилек с маркировкой М-6 нестандартной длины.
- Электрод любой марки, предназначенный для использования в электросварочных работах. Именно из этого элемента выполняются угловые направляющие после полной зачистки от флюса и заусенцев, которая проводится с помощью зернистого наждака.
- Углеродистая нержавеющая сталь со средней толщиной в 3-5 миллиметра, из которой легче всего изготавливаются зажимы со сквозными отверстиями Стоит отметить, что для выполнения таких отверстий понадобится машинное масло, избавиться от которого в дальнейшем поможет обработка концентрированным мыльным раствором.
- Металлические углы средних размеров (9 на 9 на 0,6 сантиметра).
Кроме того, понадобятся гайки и другие крепежные элементы, с рекомендуемой маркировкой которых можно ознакомиться на представленном чертеже. Что касается обработки элементов и их сборки в единую конструкцию, то эта процедура предполагает выполнение следующего алгоритма действий:
- Нарезка уголков по заданным размерам болгаркой с алмазным диском и их последующая обработка напильником и наждачной бумагой.
- Выполнение всех отверстий в горизонтальных и вертикальных полках, а также обработка скосов направляющей рейки.
- Изготовление стойки из болта с гайкой соответствующего размера (именно эта деталь будет закрепляться в струбцине, тисках или любом другом инструменте, обеспечивающем надежную фиксацию всей конструкции в целом).
- Финишная сборка станка, а также фиксация бруса и резака для проведения контрольного тестирования.
Правила заточки клинка
Существует несколько важных правил заточки ножей, которые необходимо соблюдать вне зависимости от того, каким именно образом будет осуществляться эта процедура. Имеются в виду такие тонкости и нюансы:
- Перпендикулярное размещение лезвия по направлению точильного камня при соблюдении угла, равному 1/2 части величины заточки (последнее условие не является обязательным для выполнения).
- Угол заточки должен варьироваться в диапазоне от 20 до 25 градусов.
- Старт обработки с начала лезвия, с наиболее тупой его части. При этом кромку можно закрасить в черный цвет, чтобы не выступать за ее пределы при обтачивании лезвия.
В процессе обточки на кромочной части клинка имеют свойство образовываться характерные поперечные борозды. Их положение относительно базовой линии режущей части должно быть перпендикулярным, ведь только тогда можно будет утверждать, что процедура обточки была проведена верно.
Методы ультразвуковой дефектоскопии
Существует несколько методов ультразвукового контроля: эхо-импульсный, эхо-зеркальный,
эхо-сквозной, дельта-метод (разновидность эхо-зеркального), когерентный метод
(разновидность эхо-импульсного), теневой, зеркально теневой. Рассмотрим кратко
наиболее распространенные из них, см. рисунок:

1. Эхо-импульсный метод. Он заключается в направлении акустической волны
на сварное соединение и регистрации отражённой волны от дефекта. При таком методе
источником и приёмником волн выступает один преобразователь (схема а) на рисунке).
2. Теневой метод. Такой метод ультразвуковой дефектоскопии заключается
в использовании двух преобразователей, установленных на разные стороны сварного
соединения. При таком методе один из преобразователей генерирует акустические
волны (излучатель), а второй их регистрирует (приёмник). При этом приёмник должен
быть расположен строго по направлению движения волны, переданной излучателем.
При таком методе признаком дефекта является пропадание ультразвуковых колебаний.
В потоке ультразвука получается «глухая область», это означает, что
волна на этом участке не преодолела сварной дефект (схема б) на рисунке).
3. Эхо-зеркальный метод. Он также заключается в использовании двух преобразователей,
но располагаются они с одной стороны сварного соединения. Сгенерированные приёмником
ультразвуковые колебания отражаются от дефекта и регистрируются приёмником.
На практике такой метод получил широкое распространение для поиска дефектов,
расположенных перпендикулярно поверхности сварного соединения, например, сварных
трещин (схема в) на рисунке).
4. Зеркально-теневой метод. По своей сути представляет собой теневой
метод, но преобразователи располагаются не на противоположных поверхностях сварного
соединения, а на одной. При этом регистрируются не прямой поток ультразвуковых
волн, а поток, отражённый от второй поверхности сварного соединения. Признаком
дефекта является пропадание отражённых колебаний (схема г) на рисунке).
При ультразвуковой дефектоскопии сварных соединений используется, в основном,
эхо-импульсный метод контроля. Реже применяется теневой метод и другие.
Ультразвуковая сварка полистирола
Ультразвуковую сварку изделий из полистирола применяют для изготовления различных контейнеров и сосудов, игрушек, спортивных товаров, а также для упаковки пищевых продуктов, медикаментов, косметики и т. д. В зависимости от формы изделия и свойств материала применяют контактную и передаточную сварку или комбинацию этих методов. Каждый из выпускаемых в настоящее время полистиролов (блочный, суспензионный, эмульсионный и ударопрочный) имеет различную способность свариваться — от наилучшей у блочного до наихудшей у ударопрочного полистирола.
При сварке изделий из полистирола одним из важных факторов, влияющих на процесс формирования сварных швов, является качество соединяемых поверхностей. Хорошая геометрическая форма и правильная подготовка поверхностей не только облегчает сварку, но и способствуют повышению прочности шва, увеличивают производительность процесса и позволяют строго фиксировать одну часть свариваемого изделия относительно другой его части.
Разделки кромок могут различаться по форме, по в основном одна из стыкуемых деталей должна иметь выступ, входящий по всей длине в соответствующий паз другой детали (рис. 20). Стыкуемые детали должны обладать наименьшей контактной поверхностью; поэтому паз выполняют плоским, а выступ — острым. Острие выступа должно контактировать с соединяемой поверхностью на очень небольшой площади, которая сводится почти к линии. Это способствует концентрации механической энергии на выступе, ускоряет процесс нагрева и сварки пластмасс.
Наилучшей является V-образная разделка свариваемых кромок, которая применяется для соединения деталей, показанных на рис. 20, а. На верхней детали делается V-образный выступ, а на нижней — V-образный паз. Высота выступа должна быть больше, чем глубина паза на 0,05—0,030 мм. При таком типе соединений достигается лучшая текучесть разогретого материала под действием давления и шов имеет хороший внешний вид.
При сварке соединений необходимо предусматривать допуски на текучесть размягченного полимера, который выдавливается из зоны шва, образуя грат. Если грат нежелателен, используют специальные конструкции шва, чтобы избежать выплесков полимера (см. рис. 20, 6 и в). Доведенный до вязкотекучего состояния полимер должен соединять две стыкуемые поверхности, заполняя зазор в несколько десятых долей миллиметра.
Рис. 20. Типы разделки кромок свариваемых поверхностей изделия.
Линия наплыва вдоль шва и выход наплыва за пределы шва свидетельствуют о том, что сварка произошла, В тех случаях, когда требуется герметичность изделия, необходимо, чтобы сварные детали имели линию наплыва. Однако линия наплыва большей частью ухудшает внешний вид изделия, поэтому ее следует избегать в особенности на полированных поверхностях.
Улучшение внешнего вида достигается ступенчатой конструкцией рабочей части волновода, при этом выступ изготовляют так, чтобы наплыв образовывался на внутренней стороне изделия. Малогабаритные детали несложной формы свариваются за один контакт волновода с изделием, причем волновод устанавливается перпендикулярно к свариваемым поверхностям по оси симметрии соединения. Если деталь сложная и длина сварного шва значительная, то количество точек и место введения ультразвуковых колебаний определяются экспериментально.
На свариваемость жестких пластмасс большое влияние оказывают условия хранения соединяемых деталей. Длительное хранение деталей до сварки приводит к уменьшению прочности сварного соединения. Особенно сильно уменьшается прочность соединения при сварке деталей, прошедших длительное хранение в атмосферных условиях. Таким образом, для получения качественных сварных соединений сварку необходимо производить либо сразу же после отливки деталей, либо хранить литые детали в темных холодных помещениях. Хранение деталей в атмосферных условиях при наличии солнечной радиации недопустимо.
Применение ультразвука для сварки деталей детских игрушек из полистирола позволило полностью исключить процесс склеивания дихлорэтаном, толуолом и другими растворителями, применение которых приводит к значительной загазованности воздушной среды. Использование ультразвуковой сварки повышает производительность труда и культуру производства.
Ультразвуковая резка материалов
Принцип ультразвуковой резки полностью отличается от традиционных технологий резки материалов. В первом случае используется энергия ультразвука, не требующая заточки режущих граней инструмента и приложения больших усилий.
В отличие от механической резки, при ультразвуковой резке нет ни стружки, ни шума, нет сожженных краев, как при лазерной или другой термической обработке, нет выделяющегося дыма или газов. По сравнению с водоструйной резкой, нет проникновения влаги в материал. Однако, с точки зрения стоимости резки, ультразвуковой метод является альтернативой лазерной и гидроабразивной резке.
Режущий наконечник совершает ультразвуковые вибрации, при которых очень малы силы трения, а разрезаемый материал не прилипает, что является особенно важным для вязких и эластичных материалов, замороженных продуктов питания, резины и других материалов, которые не могут быть разрезаны под давлением.
Ультразвуковые волны не слышны для человека. Ультразвуковой режущий нож вибрирует с амплитудой 10 – 70 мкм в продольном направлении. Вибрация является микроскопический, поэтому она не может быть видна. Движение повторяется 20000 – 40000 раз в секунду (частота 20 – 40 кГц).
Ультразвуковые устройства с более низкой частотой имеют больший вес и более высокую выходную мощность. Высокие значения амплитуды могут быть достигнуты также при более низких частотах. Машины с частотой 20 кГц более подходят для резки толстых и прочных материалов.
Недостатком таких устройств является то, что частота ультразвука близка к слышимому диапазону и, возможно, потребуются меры для снижения шума при работе.
Устройства с 35 кГц больше подходят для более тонких материалов, таких, как фольга, искусственная кожа и текстиль, а также для обработки деталей сложной формы. При этом машины бесшумны в работе.
Примеры применения ультразвуковой резки
Устройства для ультразвуковой резки состоят из ультразвукового преобразователя, наконечника-концентратора, ножа и блока питания. Ультразвуковой преобразователь служит для превращения электрической энергии в механическую (ультразвуковую).
В настоящее время практически повсеместно используется электрострикция — эффект, обратный пьезоэлектрическому. Это означает, что переменное электрическое напряжение подается в преобразователь на керамическую или кварцевую пластину, генерирующую ультразвук. Акустический концентратор увеличивает выходную амплитуду колебаний в области резки.
Материал размягчается и режется под воздействием ультразвуковой энергии, и лезвие ножа просто играет роль позиционирования пропила и выхода ультразвуковой энергии. Режущие силы уменьшаются примерно на 75%, а производительность процесса резки значительно увеличивается, по сравнению с другими способами резки.
Для увеличения эффективности резки могут применяться абразивы.
Станки для резки ультразвуком
Скорость резки зависит от обрабатываемого материала, и в общем случае определяется по соотношению: V = 4*X*е, где X — максимальная амплитуда колебаний, м, e — частота ультразвука, Гц.
Таким образом, при амплитуде 12 мкм и частоте 35 кГц скорость резки составит: 4*0,000012*35000=1,68 м/с.
Как известно из других технологий (например, при механической резке), с увеличением скорости резания не только уменьшаются силы резания, но и увеличивается износ лезвия режущего инструмента. Поэтому и для ультразвуковой резки рекомендуются лезвия из твердосплавных материалов. Стойкость твердосплавных металлических лезвий может достигать 20 000 м длины реза и более.
Устройство для ручной резки ультразвуком
Ультразвуковая резка подходит для таких материалов, как резина, ПВХ, печатные платы, пленки, композиционные материалы, пластмассы, все виды бумаги, ткани, ковры, кожа, продукты питания (замороженное мясо, конфеты, хлеб, шоколад и др.), тонкая фольга и сотовые материалы, для очистки окаменелостей, для удаления ржавчины и краски, для гравировки металла и резьбы по дереву, для разметки по металлу.
Ультразвуковая резка может осуществляться как в ручном режиме, так и с применением автоматизированных установок и роботов, существуют также модели для 3-D резки сотовых материалов.
Все дело в оборудовании
 Схема сварки ультразвуком.
Схема сварки ультразвуком.
Эта динамика развития делится на два направления:
Низкоэнергетические колебания, или волны малой интенсивности, которые с успехом применяются в областях измерений, сигнализации, дефектоскопии и т.д.
Высокоэнергетические колебания, или волны высокой интенсивности, которые великолепно используются в сварке металлов и пластмасс и процессах очистки деталей.
Вот в каких направлениях используется ультразвуковая сварка:
- В качестве вспомогательного средства, влияющего на процесс кристаллизации в сварочной ванне для улучшения механических свойств сварочного шва. Это влияние заключается в удалении газов и измельчении структуры сварочного металлического шва.
- В качестве энергетического ресурса в микроэлектронике и других областях, где требуется неразъединимое соединение тончайших металлических слоев фольги или чего-либо подобного. Такое соединение возможно благодаря разрушению пленок ультразвуковыми колебаниями у металлов с окисленной поверхностью.
- Для снижения степени деформации и напряжения в процессе. Ультразвук стабилизирует структуру шва и, таким образом, минимизирует самопроизвольное деформирование, которое нередко возникает впоследствии.
- Для контроля качества швов с помощью специальной дефектоскопии.
- Соединение пластмасс – термопластических полимеров, где ультразвуковая сварка не имеет альтернативы.
Как происходит ультразвуковая сварка пластмасс?
Ультразвуковой генератор вырабатывает электрические колебания ультразвуковой частоты (20 — 50кГц), преобразуемые пьезокерамическим конвертером в механические колебания сварочного инструмента (волновода или сонотрода). Под действием пневмоцилиндра волновод прижимает свариваемые детали друг к другу и передаёт колебания в зону ультразвуковой сварки. В результате свариваемые полимеры деформируются и диффузируют между собой: аморфные материалы переходят в вязкотекучее состояние, а кристаллические нагреваются до температуры плавления кристаллов. Ультразвук отключается, а детали ещё некоторое время выдерживаются под давлением «холодного» волновода для равномерного распределения расплавленного материала в сварочном шве и его застывания. Затем волновод поднимается в исходное положение, а готовое изделие извлекается из опоры. Как правило, детали соединяются «внахлёст». При этом принято различать точечную ультразвуковую сварку, шовную сварку и сварку по периметру изделия.
Основными отличительными чертами УЗС пластмасс является:
- возможность УЗС, в т.ч. автоматизированной, по поверхностям, загрязненным различными продуктами;
- локальное выделение теплоты в зоне сварки, что исключает перегрев пластмассы, как это имеет место при сварке нагретым инструментом, нагретыми газами и т.д.;
- возможность получения неразъемного соединения при сварке жестких пластмасс на большом удалении от точки ввода УЗ энергии;
- возможность выполнения соединений в труднодоступных местах;
- при УЗС нагрев материала до температуры сварки осуществляется быстро; время нагрева исчисляется долями секунды.
Техническим центром «ВИНДЭК» производятся и поставляются комплекты оборудования для следующих технологических операций:
- ультразвуковой сварки пластмасс (полистирола, АБС-пластика, полиэтилена, лавсана, капрона и т.п.), применяемых в пищевой, химической, авиационной, автомобильной, и других отраслях промышленности;
- производства дорожной георешетки;
- ультразвуковой резки термопластичных материалов-полимеров различных марок, бумаги, пленок, продуктов питания и др.;
- армирования пластмасс металлами, развальцовки заклепок из полимера, нарезания резьбы в пластмассе, соединение пластмасс с металлами;
- изготовление изделий из нетканых материалов на основе полипропилена, капрона, лавсана и др.
Для чего нужна ультразвуковая сварка?
Несмотря на то, что до пандемии коронавируса об этом мало кто задумывался, но технология ультразвуковой сварки довольно давно применяется для изготовления гигиенических и медицинских изделий из полипропилена – материала на основе нетканых материалов. Так, немецкая компания Weber Ultrasonics защитные маски еще не производит, а вот их ультразвуковые сварочные системы имеют решающее значение для производителей масок. Преимущественно, что так было и до вспышки CoVID-19, однако с начала пандемии компания столкнулась с растущим спросом на компоненты для ультразвуковой сварки. Об этом сообщает Кристиан Унсер, главный коммерческий директор компании Weber Ultrasonics:
Так что же представляет собой этот ультразвуковой процесс? При всей кажущейся сложности, ультразвуковая сварка на самом деле простой процесс. Источником энергии являются ультразвуковые колебания, которые воздействуют на соединяемые детали. В нашем случае ткани – собранные вместе под небольшим давлением. По мимо тканей это могут быть любые другие материалы.
Если не вдаваться в подробности, то через две части материала, которые нужно сварить между собой, пропускается высокочастотные звуковые волны (ультразвук). Они нагревают материал и и за счет своего колебания создают трение между деталями. Таким образом обе части как бы проникают друг в друга и свариваются между собой. А чтобы было еще проще, представьте себе две зефирки, которые вы слегка нагрели на плите и соединили между собой. Тут принцип такой же, только нагревание и трение достигается за счет ультразвуковых волн.
Две детали кладут друг на друга, надавливают и плотно прижимают, затем пропускают через них ультразвук, немного ждут и все готово.
Сварка, ламинирование, резка и тиснение нетканых и рулонных материалов с помощью ультразвука дарит многочисленные преимущества по сравнению с другими способами склейки. Но какие и почему?
Ультразвуковая пайка
Ультразвуковая пайка При воздействии ультразвука на какую-либо жидкость в ней возникает переменное звуковое давление.
|
Схема процесса лужения ультразвуковым паяльником. |
Ультразвуковая пайка и облуживание применяется в основном для изделий, изготовленных из алюминия и его сплавов. При этом не требуются флюсы, отпадает необходимость зачистки деталей перед пайкой и облуживанием, а также промывка места пайки от остатков флюса, обеспечиваются удовлетворительные механические свойства и коррозионная стойкость паяных соединений.
|
Схема процесса лужения. |
Бесфлюсовая ультразвуковая пайка алюминия и его сплавов является важным технологическим процессом, обеспечивающим удовлетворительные механические свойства и коррозийную стойкость паяных соединений.
Ультразвуковую пайку осуществляют ультразвуковым паяльником, в котором встроен магнитострикционный вибратор, сообщающий ультразвуковые колебания рабочей части паяльника. Паяльник наносит припой на поверхность металла, разрушает колебаниями слой окисла, и припой облуживает металл. Паяльник питается током от высокочастотного лампового генератора. Припоями для пайки трением служат технически чистый цинк или сплавы цинка, например 15 — 20 % Sn, остальное цинк. Пайка трением может дать удовлетворительную прочность, около 9 кГ / мм2, но соединение подвержено коррозии и под влиянием атмосферы, особенно влажной, быстро разрушается. Это объясняется большой разницей электрохимических потенциалов алюминия и цинка.
Ультразвуковой пайке подвергается большинство алюминиевых сплавов, а также бериллий и магний. Тугоплавкие сплавы и титан ультразвуковому лужению и пайке но поддаются.
Ультразвуковой пайке подвергается большинство алюминиевых сплавов, а также бериллий и магний. Тугоплавкие сплавы и титан ультразвуковому лужению и пайке не поддаются.
Термин ультразвуковая пайка не относится к способу нагрева деталей. Он говорит лишь о применении при пайке вспомогательного устройства, используемого для облегчения пайки, но не влияющего сколько-нибудь значительно на температуру паяемого узла. Эти волны свободно проходят через жидкий сплав, но при их падении на границу раздела между твердым металлом и жидкостью возникает так называемая кавитация.
Если ультразвуковая пайка произведена правильно, то прочность соединения получается настолько большой ( до 5 кГ / мм2), что при испытании образцов их разрыв происходит не по месту пайки, а по самому материалу.
Применение ультразвуковой пайки значительно удешевляет применение алюминия и его сплавов в промышленности.
Сущность ультразвуковой пайки состоит в разрушении окисной пленки в жидком припое под действием кавитации.
|
Установка для ультразвуковой обработки. |
Сущность ультразвуковой пайки и лужения заключается в разрушении окисной пленки в жидком припое под действием кавитации.
Способ ультразвуковой пайки основан на том, что при медленном перемещении специального паяльника по поверхности спая без нажима наконечник паяльника разрушает твердую и тугоплавкую окисную пленку, образовавшуюся на металле, и восстанавливает чистый металл, прочно сцепляющийся с расплавленным припоем.
 0
1419
0
1419
 0
1488
0
1488
 0
594
0
594
 0
595
0
595
 0
715
0
715
 0
513
0
513
 0
662
0
662
 0
673
0
673











